Прецизионные лазерные детали
Когда говорят о прецизионных лазерных деталях, многие сразу представляют себе идеальные, блестящие компоненты из брошюр. На деле же, работа с ними — это постоянный баланс между теоретическими допусками и практической ?грязью? производства. Особенно в нашей нише — инерционных приборах, где микронные искажения могут вылиться в градусные ошибки навигации. Частая ошибка — считать, что раз деталь вырезана лазером, она автоматически становится ?прецизионной?. Как по мне, прецизионность начинается не с оборудования, а с понимания того, как эта деталь будет работать в узле, под нагрузкой, при перепадах температур.
Где лазерная точность встречается с инерцией
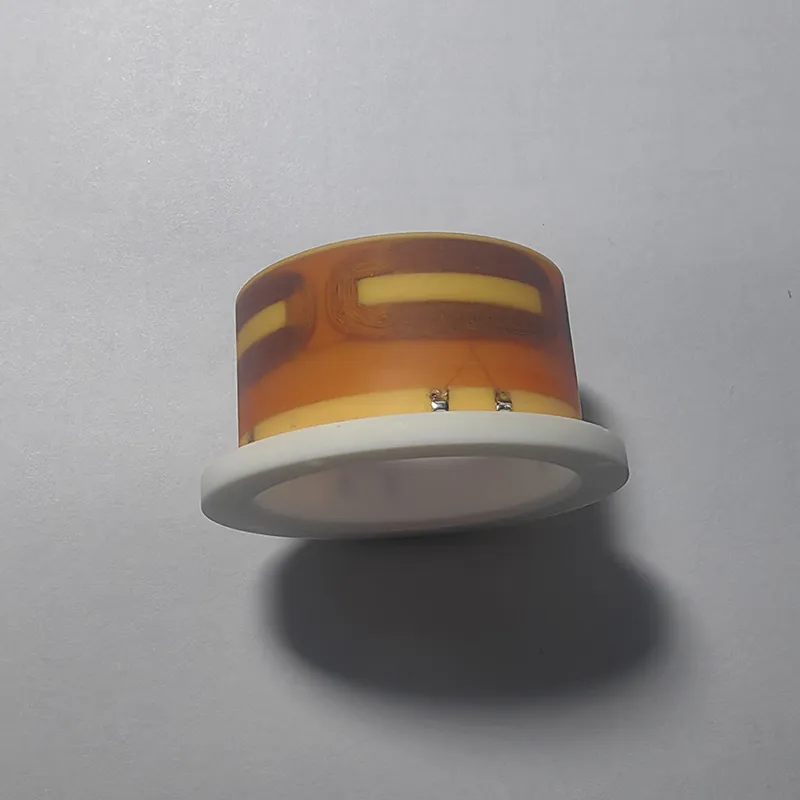
Взять, к примеру, производство чувствительных элементов для гироскопов. Здесь не обойтись без тонких (<1 мм) пластин, рамок, подвесов. Фрезеровка порой вносит механические напряжения, штамповка — деформации. Лазерная резка, особенно волоконным лазером с ЧПУ, даёт шанс получить сложноконтурную деталь без прямого силового воздействия на материал. Но и здесь свои ?но?. Для прецизионных лазерных деталей из специальных сплавов, которые мы используем, критичен тепловой эффект. Перегрев кромки всего на несколько десятков градусов выше расчётного — и в зоне термического влияния меняется кристаллическая структура. Потом эта деталь, будучи частью, скажем, ротора гироскопа, может вести себя непредсказуемо.
У нас в ООО ?Чунцин Юйгуань Приборы? был случай с кронштейном для крепления датчика в инерциальном измерительном блоке (ИМБ). Деталь казалась простой — пластина с набором отверстий разного диаметра. Сделали по ТУ на лазере, проверили геометрию — всё в допусках. Но при сборке и последующих виброиспытаниях блок начал выдавать шум. Оказалось, в одном из отверстий, самом маленьком, лазер ?задержался? доли секунды дольше, создав микроскопический наплыв и локальное упрочнение. Этого было достаточно, чтобы изменить резонансные характеристики узла. Пришлось пересматривать не технологию резки, а всю программу обработки для этой позиции, вводя дополнительные проходы для минимизации тепловложения. Это типичная ситуация, когда прецизионность упирается не в станок, а в техпроцесс.
Поэтому для нас ключевой этап — не сама резка, а подготовка. Моделирование тепловых полей, подбор режимов (мощность, скорость, частота импульсов, тип газа) под конкретную марку материала — будь то инвар, титановый сплав или специальная нержавейка. Иногда для одной детали в рамках одной партии приходится делать несколько тестовых образцов на ?обрезках?, чтобы поймать оптимальный режим. Это время и деньги, но без этого прецизионные лазерные детали — просто красивые заготовки.
Материал: основа основ прецизионности
Говоря о материалах, нельзя не упомянуть инвар (36Н). Идеальный с точки зрения низкого КТР для корпусных деталей гироскопов, но кошмарный для лазерной резки. Он обладает высокой теплопроводностью и склонностью к образованию стойких окислов на резе. Стандартные режимы для стали здесь не работают. Приходится играть на пониженной мощности с высокой частотой импульсов и обязательно с использованием аргона высокой чистоты в качестве вспомогательного газа. Малейшее отклонение — и вместо чистого реза получается неровная кромка с окалиной, которую потом не удалить без нарушения размеров. Мы долго подбирали конфигурацию, пока не пришли к комбинации параметров, которая даёт приемлемый результат. Но даже теперь каждый лист материала мы проверяем на однородность, потому что разные партии инвара могут вести себя чуть иначе.
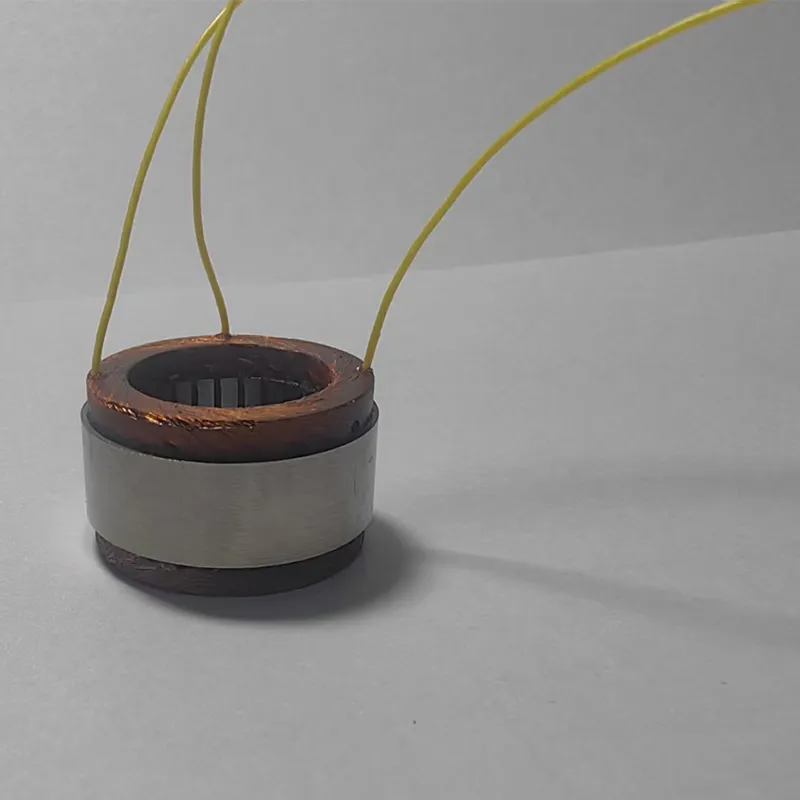
Другой интересный материал — бериллиевая бронза для упругих элементов. Здесь задача обратная — минимизировать нагрев, чтобы не отпустить материал, не лишить его упругих свойств. Резка идёт практически ?на холодную?, с очень короткими импульсами. Контроль качества здесь — не только размерный, но и микротвёрдость в зоне реза. Бывало, деталь проходит по ЧПУ, но при контрольной проверке твёрдомером выявляется разупрочнённая зона. В брак. Всё идёт заново.
Эти тонкости редко обсуждаются в общих статьях, но именно они формируют реальную стоимость и надёжность конечного продукта. На нашем сайте cqyg.ru в разделе продукции мы, конечно, указываем, что используем современные методы обработки, но за этими словами стоит именно такой, часто мучительный, подбор.
Контроль: когда микрон имеет значение
После лазера деталь попадает на контроль. И вот здесь многие производства спотыкаются. Штангенциркуль и микрометр — это для черновой проверки. Для настоящих прецизионных лазерных деталей нужен оптический или лазерный измерительный комплекс, да ещё и в контролируемом климате. Мы измеряем не только линейные размеры, но и перпендикулярность кромок, шероховатость в зоне реза, отсутствие микротрещин (для этого иногда используется капиллярный контроль).
Особенно сложно с деталями, которые потом будут проходить фотолитографию или тонкое напыление — например, некоторые компоненты для акселерометров. Любая, даже невидимая глазу, окалина или микронеровность станет центром дефекта. Поэтому контроль часто включает в себя проверку под большим увеличением. Это долго. Иногда на контроль партии уходит времени больше, чем на её изготовление. Но по-другому нельзя. Помню, пропустили партию рамок для гироскопа с допустимой, как нам казалось, шероховатостью. После сборки гироскопы не вышли на заявленный нулевой сигнал. Пришлось разбирать, чистить, переделывать — убытки в разы превысили экономию на ускоренном контроле.
Отсюда и наше правило: контрольный лист для прецизионных лазерных деталей — это не формальность, а расширенный протокол, куда вносятся данные не только о размерах, но и о режиме резки, используемом газе, температуре в цехе на момент обработки. Это позволяет отследить корреляцию и постоянно улучшать процесс.
Интеграция в конечный продукт
Сама по себе идеально вырезанная деталь — ничто. Её ценность раскрывается только в узле. При проектировании инерциальных систем навигации (ИНС) мы всегда закладываем возможные отклонения с самого начала. Допуски на прецизионные лазерные детали согласовываются с допусками на последующую механическую обработку (если она есть), пайку, склейку. Например, деталь, которая будет вклеиваться в корпус, проектируется с учётом возможной усадки клея. И её размеры после лазера будут чуть другими, чем если бы она использовалась в паяном соединении.
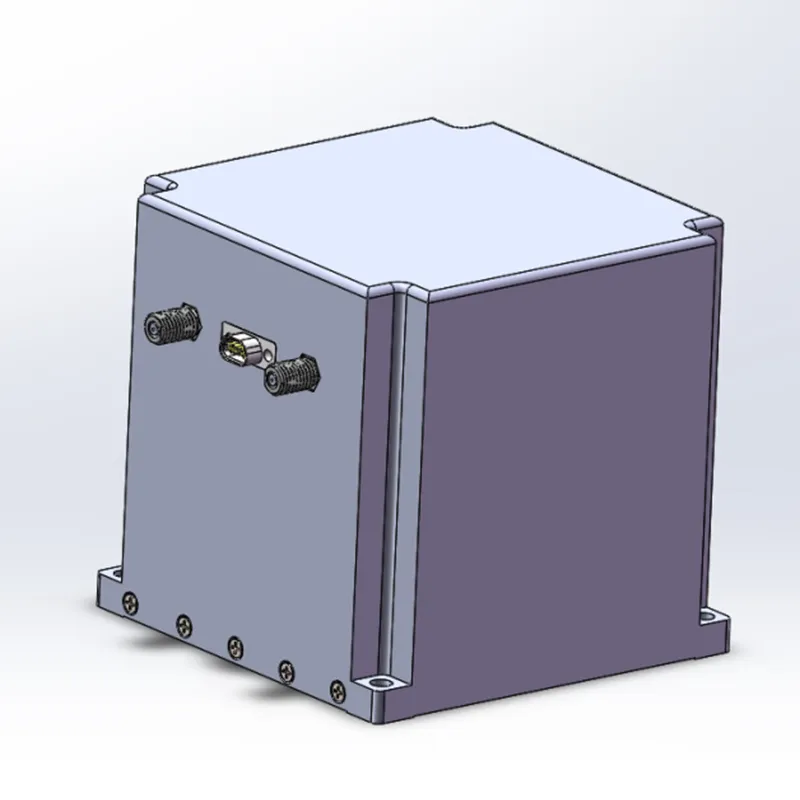
Один из наших ключевых продуктов — инерциальные измерительные блоки. В них множество мелких лазерных деталей: крепёжные пластины, экраны, элементы корпуса самого блока. Их прецизионность определяет не только точность позиционирования чувствительных элементов внутри, но и герметичность, вибропрочность всего модуля. Недооценить этот этап — значит собрать теоретически точную систему, которая развалится после первого же включения двигателя на объекте.
Поэтому наши технологи и конструкторы работают в тесной связке. Часто бывает, что получив отчёт о контроле партии деталей, конструктор вносит минимальные изменения в чертёж соседней детали или в спецификацию клея, чтобы компенсировать статистическое отклонение, выявленное в производстве. Это и есть живой процесс, далёкий от идеальных картинок.
Взгляд в будущее и текущие ограничения
Куда движется тема? Однозначно, в сторону увеличения автоматизации и ?интеллектуализации? самого лазерного комплекса. Системы машинного зрения для онлайн-контроля реза, адаптивные системы, меняющие параметры в реальном времени на основе анализа плазмы в зоне обработки — это уже не фантастика. Для нас, как для производителя конечных инерционных систем, это потенциальная возможность ещё больше снизить разброс параметров и, возможно, работать с ещё более хрупкими или тугоплавкими материалами.
Но есть и ограничения, о которых стоит говорить. Лазер — не панацея. Для некоторых видов прецизионных деталей, особенно с глубокими пазами или сложными внутренними полостями, электрохимическая или ультразвуковая обработка пока вне конкуренции. Лазером же мы делаем то, где важна скорость, чистота и отсутствие контактного воздействия на основное тело детали. И, конечно, экономическая целесообразность. Оборудование и его обслуживание дорогие. Для мелкосерийного производства, каким часто является выпуск компонентов для гироскопов и ИНС, важно найти баланс между точностью и стоимостью. Иногда проще и надёжнее сделать деталь в пять операций на разных станках, чем пытаться вырезать всё одним ?волшебным? лазером.
В итоге, возвращаясь к началу, прецизионные лазерные детали — это не про сам лазер. Это про глубокое понимание материаловедения, тепловых процессов, метрологии и, в конечном счёте, функционирования всего прибора, в который эта деталь попадёт. Это ежедневная работа, полная компромиссов и поиска, а отнюдь не просто нажатие кнопки на дорогом станке. И именно этот практический опыт, набитый шишами, и позволяет компании ООО ?Чунцин Юйгуань Приборы? создавать конкурентоспособные инерционные системы, где каждая, даже самая маленькая лазерная деталь, несёт свою точно рассчитанную функцию.
Соответствующая продукция
Соответствующая продукция
Самые продаваемые продукты
Самые продаваемые продукты-
 Гибкий шарнирный узел инерционного гироскопа GX-02
Гибкий шарнирный узел инерционного гироскопа GX-02 -
 Динамически настраиваемый гироскоп модели YG301
Динамически настраиваемый гироскоп модели YG301 -
 Инерционная навигационная система INS-GQ50
Инерционная навигационная система INS-GQ50 -
 Прибор комплексного измерения углового положения на оптическом волокне серии ZT-GQ
Прибор комплексного измерения углового положения на оптическом волокне серии ZT-GQ -
 Динамически настраиваемый гироскоп модели YG309
Динамически настраиваемый гироскоп модели YG309 -
 Динамически настраиваемый гироскоп модели YG305
Динамически настраиваемый гироскоп модели YG305 -
 Крутильный узел инерционного гироскопа JD-02
Крутильный узел инерционного гироскопа JD-02 -
 Статорный узел инерционного гироскопа JD-01
Статорный узел инерционного гироскопа JD-01 -
 Гирокомпасы
Гирокомпасы -
 Полуфабрикаты узлов и деталей инерционного гироскопа GX-03
Полуфабрикаты узлов и деталей инерционного гироскопа GX-03 -
 Компоненты динамически настраиваемых гироскопов
Компоненты динамически настраиваемых гироскопов -
 Инерционный измерительный блок IMU-GQ50-1
Инерционный измерительный блок IMU-GQ50-1
Связанный поиск
Связанный поиск- Компоненты электродвигателей
- E90 старлайн датчик наклона
- Системы индикации пространственного положения
- Девиации гирокомпаса
- Репитер гирокомпаса судовой
- Управление ориентацией космических аппаратов
- Основная функция гироскопического датчика
- Датчик инерционный магнитоконтактный
- Авиагоризонты с указателем курса
- Датчики пространственного положения



