Прибор для высокоточного измерения углов
Когда говорят о высокоточном измерении углов, многие сразу представляют себе оптический теодолит или, может, лазерный трекер. Но в реальности, особенно в инерциальной навигации и прецизионной механике, это понятие куда шире и капризнее. Частая ошибка — считать, что высокая точность достигается только за счёт сенсора. На деле, сам прибор для высокоточного измерения углов — это лишь вершина айсберга. Важнее то, как он интегрирован в систему, как компенсируются температурные дрейфы, вибрации, даже магнитные поля в цеху. Я много раз видел, как отличный по паспорту датчик на стенде показывал блестящие цифры, а в составе блока ИНС начинал ?плыть?. Вот об этих подводных камнях и хочется порассуждать.
От гироскопа до системы: где кроется точность
Возьмём, к примеру, волоконно-оптические гироскопы (ВОГ), которые сейчас активно используются. Их принцип известен, но добиться стабильности показаний в диапазоне 0.001 °/ч — это уже искусство. Недостаточно купить хороший чувствительный элемент. Нужна термостабилизация всего измерительного канала, причём не просто поддержание температуры, а её равномерное распределение. У нас на одном из проектов была проблема: корпус гироблока прогревался от внутренней электроники неравномерно, возникали микронапряжения в креплениях, и это вносило ошибку, сравнимую с собственным дрейфом гироскопа. Пришлось полностью пересматривать компоновку и систему отвода тепла.
Или другой аспект — калибровка. Любой прибор для высокоточного измерения углов требует не просто первичной поверки, а целого комплекса компенсационных коэффициентов. Мы говорим о десятках, а иногда и сотнях параметров: масштабные факторы по осям, неортогональности, смещения нуля, их температурные зависимости. Их снятие — это отдельная сложная процедура на точном поворотном стенде. Помню, как пытались автоматизировать этот процесс для партии инерциальных измерительных блоков (ИИБ). Скрипты гоняли стенд сутками, собирали терабайты данных. А потом оказалось, что виброизоляция самого стенда недостаточна, и фоновые колебания от работы вентиляции цеха вносили шум в низкочастотную составляющую. Пришлось переносить испытания на ночное время и дорабатывать фундамент. Мелочь, а влияет кардинально.
Здесь, кстати, хорошо видна разница между лабораторным прототипом и серийным изделием. В лаборатории можно добиться фантастических результатов в идеальных условиях. А в серии, как у той же компании ООО ?Чунцин Юйгуань Приборы? (их сайт — https://www.cqyg.ru), которая как раз занимается серийным производством инерционных приборов, стоит задача обеспечить повторяемость этой точности от изделия к изделию. И это уже вопрос технологической культуры, оснастки, контроля на каждом этапе. На их сайте указано, что они производят инерционные гироскопы и их компоненты, ИИБ и системы. Так вот, ключевое звено для точного измерения углов в их случае — это как раз доводка этих самых компонентов и отладка процессов сборки, чтобы система работала как единое целое.
Полевой опыт: когда теория встречается с реальностью
Описанное в паспорте — это одно. Работа в полевых условиях, например, на морском судне или летательном аппарате — совсем другое. Основной враг — вибрации. Они имеют широкий спектр и могут входить в резонанс с конструктивными элементами прибора. Однажды мы тестировали прибор для высокоточного измерения углов на базе МЭМС-акселерометров в составе системы стабилизации. В камере всё было прекрасно. А при установке на шасси спецтехники начались странные низкочастотные колебания в показаниях. Оказалось, что несущая рама при определённых оборотах двигателя начинала ?играть? с частотой около 12 Гц, а внутренние демпферы прибора были рассчитаны на другой диапазон. Пришлось оперативно разрабатывать и внедрять дополнительный внешний демпфирующий узел. Это типичный пример, когда проблемы системы решаются не внутри прибора, а вокруг него.
Ещё один момент — электромагнитная совместимость (ЭМС). Высокоточная аналоговая часть очень чувствительна к наводкам. Была история с нашим собственным изделием: при работе рядом с мощной УКВ-рацией в показаниях угла появлялся шум. ?Земля? была общая, и помеха шла по цепям питания. Решение лежало не в экранировании самого гироскопа (он и так был в экране), а в переделке схемы фильтрации входных цепей блока питания и правильной организации ?звезды? заземлений внутри всего инерциального блока. Такие нюансы никогда не описаны в учебниках в готовом виде, они познаются на практике, часто методом проб и ошибок.
Именно поэтому, когда видишь готовые продукты, например, инерционные навигационные системы от производителей вроде ООО ?Чунцин Юйгуань Приборы?, понимаешь, что за этим стоит огромный пласт подобных ?полевых? доработок. Их продукция — инерционные навигационные системы — это, по сути, готовое решение, в котором, надо полагать, уже учтены многие из этих факторов: и виброзащита, и ЭМС, и температурная компенсация. Пользователь получает уже откалиброванный ?чёрный ящик?, но чтобы его создать, производителю пришлось пройти весь этот сложный путь.
Калибровка и компенсация: сердце точности
Вернёмся к калибровке. Это, пожалуй, самый ресурсоёмкий этап. Современный подход — это не просто снять ошибки в нескольких точках, а построить многомерную модель поведения прибора. Мы используем многоосевые поворотные столы с точностью позиционирования доли угловой секунды. Но даже на таком оборудовании есть свои хитрости. Например, важна скорость прохождения через точку калибровки. При слишком быстром вращении динамические ошибки могут исказить статическую картину. При слишком медленном — начинает сказываться дрейф.
Одна из самых коварных ошибок — гистерезис. Это когда показания при повороте в одну сторону и обратно немного не совпадают. Он может быть связан и с магнитными материалами в конструкции, и с механическими напряжениями в подшипниках поворотного узла самого датчика. Бороться с этим на аппаратном уровне очень сложно. Чаще его просто тщательно измеряют и закладывают в компенсационную модель. Но модель не может быть бесконечно сложной, и всегда идёт trade-off между её подробностью и вычислительной мощностью бортового процессора, который должен применять эти поправки в реальном времени.
Интересно, что иногда помогает… время. После сборки некоторые типы приборов для высокоточного измерения углов (особенно на основе механических или вибрационных принципов) нуждаются в ?прогоне?, в стабилизации внутренних напряжений. Мы иногда проводили циклические температурные и механические нагрузки на готовые блоки перед финальной калибровкой. Это позволяло ?устаканить? характеристики и повысить их повторяемость в дальнейшем. Думаю, у солидных производителей, чья специализация — именно серийное производство, подобные технологические циклы (?прогон?, ?старение?) строго регламентированы и являются частью техпроцесса.
Будущее: интеграция и интеллектуализация
Куда всё движется? На мой взгляд, тренд — это глубокая интеграция и ?интеллектуализация? измерительного контура. Сам датчик угла всё чаще — не отдельный прибор, а часть системы на кристалле (SoC), где рядом расположены и АЦП, и процессор для первичной обработки, и память с калибровочными коэффициентами. Это позволяет минимизировать помехи на этапе первичного усиления сигнала. Но ставит новые задачи по теплоотводу и надёжности.
Другой тренд — использование данных от нескольких разнородных датчиков (гироскоп, акселерометр, иногда магнитометр, одометр) в едином фильтре, чаще всего в фильтре Калмана. Это уже программно-аппаратный комплекс. Точность измерения угла (а точнее, ориентации) здесь достигается не столько идеальностью одного сенсора, сколько оптимальным слиянием данных и способностью фильтра отсеивать шумы и кратковременные помехи. Это уже уровень инерциальных измерительных блоков (ИИБ) и навигационных систем, о которых заявлено в деятельности компании ООО ?Чунцин Юйгуань Приборы?. В таких системых прибор для высокоточного измерения углов становится подсистемой, но его исходные метрики по-прежнему критически важны — мусор на входе даст мусор на выходе, как ни фильтруй.
Прогнозирую, что следующим шагом станет активное внедрение методов машинного обучения прямо на этапе калибровки и компенсации. Нейросеть может выявить сложные, нелинейные зависимости ошибок от температуры, времени, режимов работы, которые трудно описать классической полиномиальной моделью. Но это опять требует мощной вычислительной базы и, что важнее, огромных массивов обучающих данных с реальных изделий. Тут крупным производителям, имеющим доступ к статистике с тысяч устройств, может быть проще накопить необходимую базу для обучения таких алгоритмов.
Вместо заключения: мысль вслух
Так что, если резюмировать разрозненные мысли… Высокоточное измерение углов — это давно не про отдельный ?прибор? в классическом понимании. Это комплексная инженерная задача, охватывающая материаловедение, точную механику, электронику, теорию управления и цифровую обработку сигналов. Успех определяется вниманием к мелочам, которых сотни: от качества пайки на платах усилителя до алгоритма инициализации фильтра при включении.
Когда смотришь на рынок и видишь готовые решения от профильных компаний, понимаешь, что платишь не за железку, а за этот самый массив накопленных знаний, отработанных технологий и, что немаловажно, за систему контроля, которая гарантирует, что каждое изделие будет соответствовать заявленным характеристикам. Это и есть настоящая ценность в такой требовательной области.
Поэтому, выбирая подобное оборудование, будь то компонент или готовая система, стоит смотреть не только на цифры в спецификации, но и на историю производителя, его специализацию и, если возможно, на отзывы о стабильности работы в реальных проектах. Потому что точность — вещь капризная, и доверять её можно только тем, кто прошёл длинный путь проб, ошибок и их устранения.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
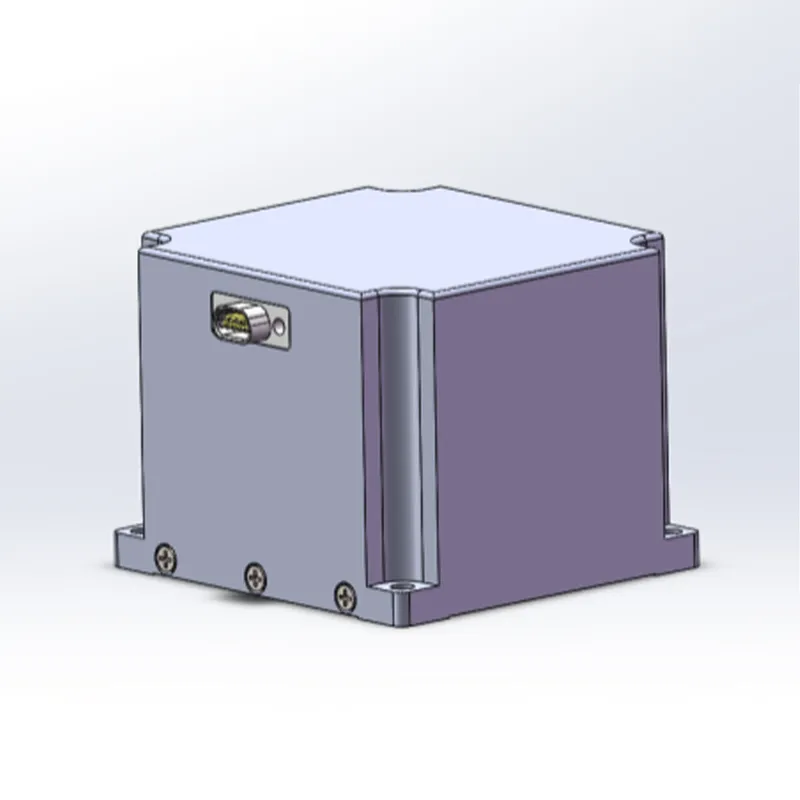 Инерционный измерительный блок IMU-GQ40
Инерционный измерительный блок IMU-GQ40 -
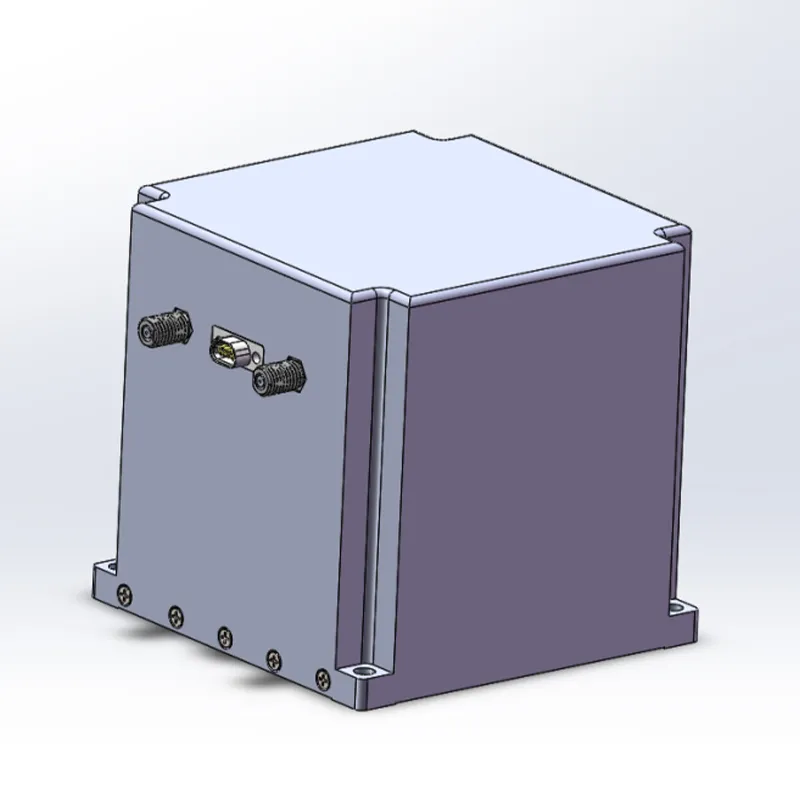 Инерционная навигационная система INS-GQ70
Инерционная навигационная система INS-GQ70 -
 Динамически настраиваемый гироскоп модели YG307
Динамически настраиваемый гироскоп модели YG307 -
 Компоненты динамически настраиваемых гироскопов
Компоненты динамически настраиваемых гироскопов -
 Динамически настраиваемый гироскоп модели YG301
Динамически настраиваемый гироскоп модели YG301 -
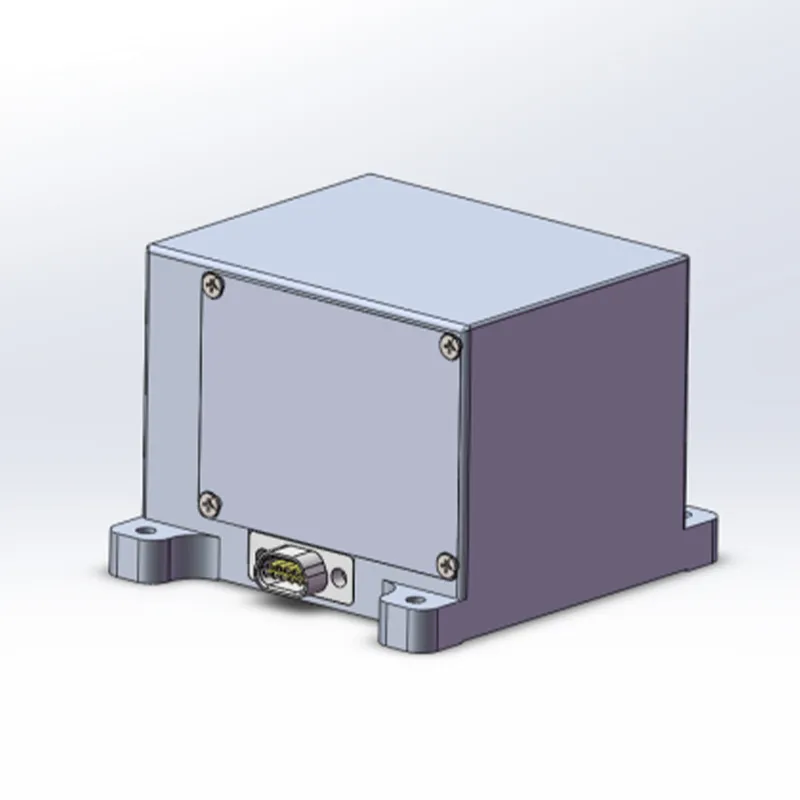 Инерционный измерительный блок IMU-GQ50-1
Инерционный измерительный блок IMU-GQ50-1 -
 Динамически настраиваемый гироскоп модели YG309
Динамически настраиваемый гироскоп модели YG309 -
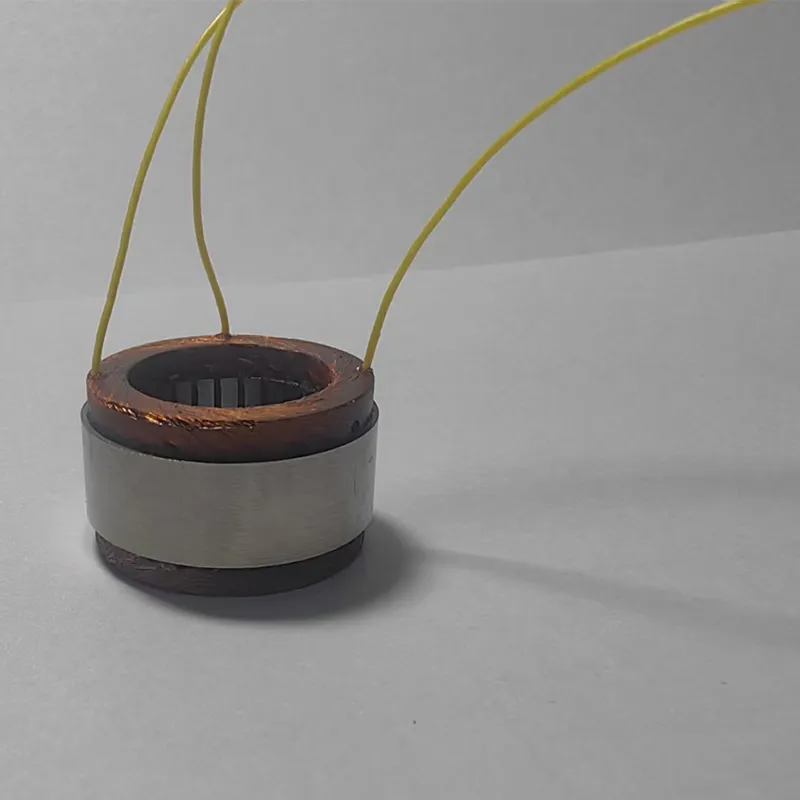 Статорный узел инерционного гироскопа JD-01
Статорный узел инерционного гироскопа JD-01 -
 Динамически настраиваемый гироскоп модели YG305
Динамически настраиваемый гироскоп модели YG305 -
 Прибор комплексного измерения углового положения на МЭМС серии ZT-MS
Прибор комплексного измерения углового положения на МЭМС серии ZT-MS -
 Наклономеры
Наклономеры -
 Полуфабрикаты узлов и деталей инерционного гироскопа GX-03
Полуфабрикаты узлов и деталей инерционного гироскопа GX-03
Связанный поиск
Связанный поиск- Измерение углов
- Компоненты инерционных гироскопов
- Установка датчика наклона
- Электронная система стабилизации управления автомобилем
- Установка инклинометров
- Инерциальный измерительный блок на динамически настраиваемых гироскопах
- Mems гироскопы
- Mems инерциальный измерительный блок
- Оптический гирокомпас
- Инклинометры



