Угломер гониометр
Когда слышишь ?угломер гониометр?, многие сразу представляют школьный транспортир или простой механический прибор для мастерской. Это, пожалуй, главное заблуждение. На деле, особенно в нашей сфере инерциальных измерений, это часто целый измерительный комплекс, чья точность определяет успех всей сборки. Работая с гироскопами и навигационными блоками, понимаешь, что погрешность в несколько угловых секунд на этапе контроля компонентов может вылиться в метры отклонения на маршруте. Свои первые ошибки я как раз и сделал, недооценив важность калибровки самого гониометра перед началом измерений чувствительных элементов.
От механической платформы к оптическому сервоприводу
Раньше в ходу были в основном механические гониометрические головки с нониусами. Помню, как на одном из старых производств пытались с их помощью выставить оси волчка для гироскопа. Процесс был мучительным: ручная подстройка, параллакс при считывании, тепловые деформации станины... Точность упорно не желала выходить за предел в 20-30 угловых секунд. Тогда и пришло осознание, что для современных инерциальных датчиков нужен принципиально иной подход.
Сейчас мы говорим уже о прецизионных гониометрических установках с оптическими датчиками угла (например, на основе энкодеров Heidenhain) и сервоприводным управлением. Ключевое здесь — не просто повернуть платформу, а сделать это плавно, с фиксацией в заданной позиции и минимальным люфтом. В ООО ?Чунцин Юйгуань Приборы? при сборке измерительных блоков (ИБ) мы используем подобные системы для поверки взаимной ортогональности осей акселерометров. Это критически важная операция.
Интересный нюанс, о котором редко пишут в спецификациях: стабильность температурного поля вокруг установки. Даже если сам гониометр стоит в термостакамере, но фундамент или несущая рама греются от соседнего оборудования, появляется микроперекос, который ?съедает? точность. Пришлось учиться этому на практике, когда повторяемость измерений в разное время суток давала странный разброс.
Интеграция в процесс сборки навигационной системы
В контексте производства инерциальных навигационных систем (ИНС) угломер перестаёт быть isolated инструментом. Он становится частью калибровочного стенда. Например, после сборки блока ИНС его нужно откалибровать — определить масштабные коэффициенты и нулевые смещения гироскопов и акселерометров. Для этого блок rigidly крепится на гониометрическую платформу, которая последовательно занимает десятки положений в пространстве.
Здесь возникает практическая сложность: обеспечение жёсткого и воспроизводимого контакта между платформой и корпусом изделия. Любая ?подвижность? на стыке делает все измерения бессмысленными. Мы долго подбирали переходные плиты и методику крепления для изделий разного форм-фактора. Стандартного решения нет, каждый раз нужна адаптация.
На сайте cqyg.ru компании ООО ?Чунцин Юйгуань Приборы? указано, что они производят инерционные измерительные блоки. Так вот, финальная проверка такого блока как раз и проводится на точном гониометрическом стенде. Процесс небыстрый, включает в себя сбор данных на множестве позиций с последующей математической обработкой для построения калибровочной матрицы. Без доверенного угломера гониометра здесь не обойтись.
Ошибки, которые дорого обходятся
Хочу рассказать о случае, который стал хорошим уроком. Как-то раз при проведении приёмо-сдаточных испытаний одного гирокомпаса постоянно вылезала систематическая ошибка по азимуту. Проверили всё: и сам прибор, и эталонные гироскопы. Потом кто-то догадался проверить базовую плоскость на гониометрическом столе, на который устанавливался испытуемый образец. Оказалось, от вибрации соседнего пресса одна из регулировочных ножек стола немного ослабла, появился микронный прогиб. Платформа гониометра была идеально горизонтальна, а вот изделие стояло на ней с перекосом. После устранения этого дефекта все параметры вошли в норму.
Этот пример показывает, что высокоточное оборудование требует столь же высокоточной эксплуатационной культуры. Недостаточно купить дорогую установку с разрешением 0.1 угловой секунды. Нужно обеспечить ей правильные условия работы: виброизоляцию, температурную стабильность, регулярную поверку не только электроники, но и механической части.
Ещё один момент — программное обеспечение для управления и сбора данных. Часто оно поставляется ?в базовой комплектации? и не учитывает специфику именно инерциальных измерений, где важны не только угол, но и скорость его изменения, время стабилизации. Приходится дорабатывать скрипты самостоятельно или заказывать у производителя стенда, что тоже время и деньги.
Будущее: слияние с системами обратной связи
Сейчас наблюдается тренд на интеграцию гониометрических измерителей прямо в технологические стенды для финальной сборки и юстировки. Например, при сборке чувствительного элемента гироскопа — того же ротора или оптического блока — миниатюрный датчик угла может использоваться в реальном времени для позиционирования с субмикронной точностью. Это уже не просто контроль, а активный участник процесса.
Для компании, которая, как ООО ?Чунцин Юйгуань Приборы?, специализируется на полном цикле — от компонентов до систем, — такой подход особенно актуален. Контроль качества на каждом этапе, от отдельного гироскопа до целой ИНС, требует сквозной измерительной базы. И прецизионный угломер гониометр является её краеугольным камнем.
Думаю, в ближайшие годы мы увидим больше ?интеллектуальных? гониометрических систем, которые не только измеряют, но и компенсируют внешние возмущения, прогнозируют дрейф своей точности и самостоятельно инициируют процедуры калибровки. Это снизит зависимость от человеческого фактора, который, как показал мой опыт с той ослабшей ножкой, остаётся самым ненадёжным звеном в цепочке измерений.
Вместо заключения: практический совет
Если вы только начинаете работать с высокоточными инерциальными приборами, не экономьте на эталонном измерителе углов. Но что ещё важнее — инвестируйте время в изучение его слабых мест и создание строгого регламента его использования. Лучший угломер — это тот, чьи погрешности и границы применимости вам полностью известны.
И всегда помните, что даже идеальный прибор показывает угол относительно своей собственной базы. Ваша задача — обеспечить, чтобы эта база корректно передавалась на измеряемый объект. В этом, пожалуй, и заключается 80% успеха при работе с гониометрами в нашем деле. Остальное — математика обработки сигналов и тщательное ведение протокола, где должны быть зафиксированы и температура в цеху, и время since последней поверки, и даже имя оператора. Мелочей не бывает.
Что касается конкретных производителей оборудования, то это тема для отдельного разговора. Скажу лишь, что выбор всегда является компромиссом между точностью, скоростью, грузоподъёмностью платформы и, конечно, бюджетом. Но это уже совсем другая история.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Компоненты MEMS микромеханических гироскопов
Компоненты MEMS микромеханических гироскопов -
 Полуфабрикаты узлов и деталей инерционного гироскопа GX-03
Полуфабрикаты узлов и деталей инерционного гироскопа GX-03 -
 Инерционная навигационная система INS-GQ70
Инерционная навигационная система INS-GQ70 -
 Динамически настраиваемый гироскоп модели YG307
Динамически настраиваемый гироскоп модели YG307 -
 Динамически настраиваемый гироскоп модели YG303
Динамически настраиваемый гироскоп модели YG303 -
 Детали маховика инерционного гироскопа GX-01
Детали маховика инерционного гироскопа GX-01 -
 Инерционный измерительный блок IMU-GQ50-2
Инерционный измерительный блок IMU-GQ50-2 -
 Инерционный измерительный блок IMU-GQ50-1
Инерционный измерительный блок IMU-GQ50-1 -
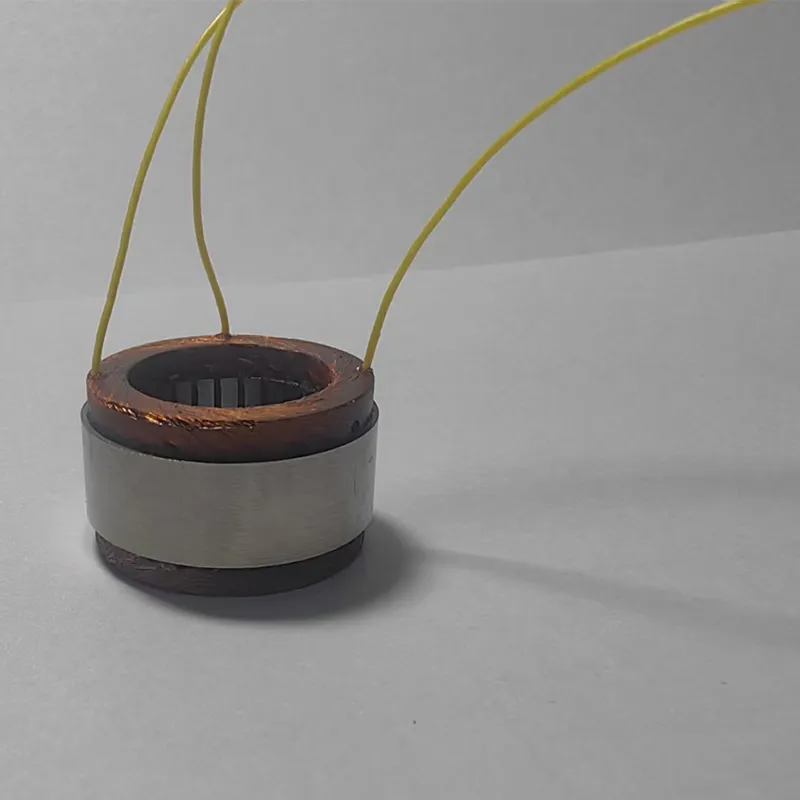 Статорный узел инерционного гироскопа JD-01
Статорный узел инерционного гироскопа JD-01 -
 Инерционная навигационная система INS-GQ50
Инерционная навигационная система INS-GQ50 -
 Гирокомпасы
Гирокомпасы -
 Крутильный узел инерционного гироскопа JD-02
Крутильный узел инерционного гироскопа JD-02



