Уровни
Когда говорят про уровни, многие сразу представляют себе простейший строительный инструмент — ватерпас. Пузырёк в прозрачной колбе, и всё. Но в нашем деле, в производстве инерционных приборов, это понятие уходит гораздо глубже. Это целая философия точности, основа, от которой пляшут все последующие расчёты. Частая ошибка — считать, что выставил уровень один раз на стенде, и забыл. На практике же это динамичный, почти живой параметр, чувствительный ко всему: от температуры в цехе до вибрации от проезжающего мимо погрузчика.
От концепции к железу: как мы понимаем уровни на производстве
У нас в ООО ?Чунцин Юйгуань Приборы? к этому подход сформировался болезненно. Помню, лет семь назад собирали один из первых серийных инерционных измерительных блоков (ИМБ). Схемы были, допуски прописаны, монтаж красивый. А на калибровке — стабильный уход. Дни искали причину. Оказалось, проблема в банальном: посадочная плоскость корпуса под сам блок имела микроскопический, не учтённый в паспорте, прогиб. Механизмы выставили по своему уровню, а вот база, на которую всё ставилось, его не обеспечивала. Это был урок: система уровней должна быть сквозной, от фундамента станка до финальной сборки изделия.
Сейчас у нас это выглядит как иерархия. Есть базовый уровень цеха — массивные гранитные плиты, вмонтированные в пол, на которых стоит всё тяжёлое оборудование. Их проверяют раз в квартал высокоточным оптическим нивелиром. Следующий уровень — станины самих станков для обработки корпусов и элементов гироскопов. Их выверяют уже относительно цеховых плит. И, наконец, уровень сборочных стендов, где происходит юстировка. Разрыв в этой цепочке — гарантия брака.
Важный нюанс — температурная компенсация. Гранит, сталь, алюминий — всё имеет разный коэффициент расширения. Утренняя проверка уровня и вечерняя, после того как цех прогрелся от работы оборудования, могут давать расхождение в несколько угловых секунд. Для гироскопов, особенно лазерных, это уже критично. Поэтому все наши протоколы калибровки жёстко привязаны к температурному режиму +20°C ±1°C. Добиться этого в промзоне — отдельная история, но без этого все разговоры о высокоточных уровнях просто пустой звук.
Практические ловушки и ?неочевидные очевидности?
В теории всё гладко. На практике — сплошные подводные камни. Один из самых коварных — вибрация. Можно идеально выставить стенд по электронному уровню, но если его ножки стоят на неподготовленном полу, а рядом работает компрессор или система вентиляции, то все показания будут ?плавать?. Приходится использовать массивные демпфирующие платформы даже под измерительным оборудованием. Иногда решение лежит на поверхности: просто переставить стол на полметра в сторону, подальше от несущей стены, по которой идёт вибрация от внешних источников.
Другая частая проблема — человеческий фактор. Рабочий, даже опытный, может ?дожать? крепёж на пару Ньютонов сильнее, что приведёт к микроскопической деформации посадочного места и сбитому уровню. Боролись с этим введением динамометрических ключей с жёстким регламентом момента затяжки для каждой операции. Но и тут не без сюрпризов: ключи нужно регулярно поверять, а сами операторы — перепроверять. Автоматизация? Да, мы движемся к этому, но для малых серийных партий или опытных образцов это часто нерентабельно.
Расскажу про один казус с поставщиком. Заказали партию прецизионных подшипников для гиромоторов. В документации всё чисто. Начинаем монтировать в корпус — стабильный дисбаланс. Долго ломали голову, пока не догадались проверить уровень посадочного кольца самого подшипника специальным контактным датчиком. Оказалось, у всей партии была недопустимая разнотолщинность внешнего кольца в несколько микрон. Для обычного применения — ерунда, для нашего — катастрофа. С тех пор у нас в приёмном контроле появился свой, жёсткий протокол проверки геометрии всех критичных компонентов, а не только reliance на паспорт завода-изготовителя.
Интеграция в конечный продукт: навигационные системы
Всё, о чём говорил выше, в конечном итоге служит одной цели — созданию стабильной инерциальной навигационной системы (ИНС). Здесь уровни перестают быть просто механической величиной. Они становятся частью начальной выставки системы, от которой зависит скорость и точность её последующей работы.
В наших системах, которые можно подробнее изучить на cqyg.ru, процесс инициализации включает в себя фазу точного выравнивания. Система по данным акселерометров определяет вектор силы тяжести и вычисляет углы отклонения от идеальной горизонтали. Но если механическая платформа, на которой установлены чувствительные элементы, изначально имеет перекос, то алгоритмам придётся компенсировать ещё и эту, систематическую ошибку. Это увеличивает время подготовки к работе и, что важнее, может накапливать ошибку в дальнейшем, особенно в чисто инерциальном режиме.
Поэтому финальный этап сборки ИНС у нас — это не просто функциональный тест, а комплексная проверка в термобарокамере. Изделие проходит циклы нагрева и охлаждения, и на каждом этапе снимаются данные о стабильности нулей акселерометмов и гироскопов. Фактически, мы смотрим, как ведёт себя внутренний уровень системы в условиях, приближенных к реальным. Бывало, что на этом этапе ?всплывала? некачественная пайка или клеевой шов, который по-разному вел себя при термоциклировании и нарушал геометрию.
Итог такой: надёжность навигации закладывается не в софте и не в схемотехнике, а гораздо раньше — на этапе обеспечения и контроля физических уровней на всём производственном пути. Это скучная, рутинная, но абсолютно незаменимая работа.
Эволюция подходов и взгляд в будущее
Раньше, лет десять назад, мы сильно зависели от импортного контрольно-измерительного оборудования для проверки уровней. Цены были заоблачные, а сервис — головная боль. Постепенно начали развивать своё. Сейчас у нас есть собственный парк поверенных эталонов, часть простейших стендов для первичной проверки собирают сами механики из доступных компонентов. Это даёт гибкость и скорость реакции.
Следующий шаг, который мы обкатываем, — это цифровой след. Каждый критичный этап выставления уровня — на станке, на сборочном стенде, при финальном контроле — сопровождается не только записью в бумажном журнале, но и внесением данных в общую систему. У каждого изделия, будь то гироскоп или целая ИНС, формируется цифровая история его ?выравнивания? на производстве. В идеале это позволит в случае проблем на стороне заказчика быстро понять, на каком этапе могла возникнуть предпосылка.
Говоря о будущем, нельзя не затронуть тему компенсации. Совершенствование механики и соблюдение уровней — это одно направление. Другое — математическая компенсация остаточных ошибок в прошивке. Мы активно работаем над алгоритмами, которые могли бы, зная ?биографию? конкретного прибора (его поведение при термоциклировании, например), вносить поправки в реальном времени. Но фундаментом остаётся железо. Самый умный софт не исправит криво отфрезерованную посадочную плоскость.
Так что, если резюмировать мой опыт в ООО ?Чунцин Юйгуань Приборы?, то работа с уровнями — это постоянный баланс между архаичной, почти ремесленной скрупулёзностью (притирка, юстировка, ручная проверка) и современными цифровыми методами контроля и учёта. Без первого не будет точности, без второго — стабильности и масштабируемости. И забывать про любую из этих сторон нельзя.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Инерционный измерительный блок IMU-GQ50-1
Инерционный измерительный блок IMU-GQ50-1 -
 Инерционный измерительный блок IMU-GQ50-2
Инерционный измерительный блок IMU-GQ50-2 -
 Прибор комплексного измерения углового положения на оптическом волокне серии ZT-GQ
Прибор комплексного измерения углового положения на оптическом волокне серии ZT-GQ -
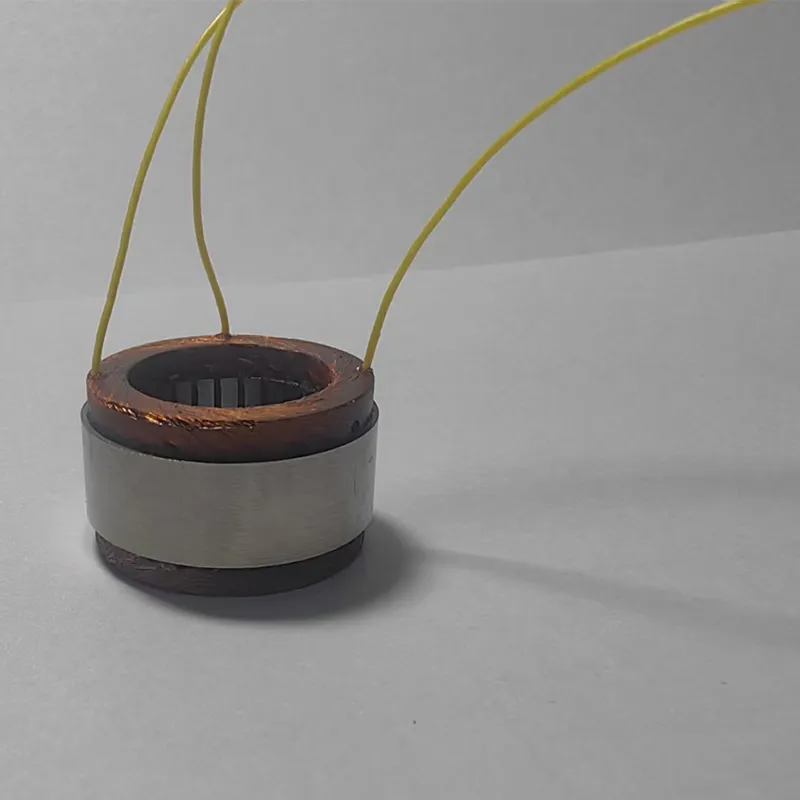
 Гибкий шарнирный узел инерционного гироскопа GX-02
Гибкий шарнирный узел инерционного гироскопа GX-02 -
 Наклономеры
Наклономеры -
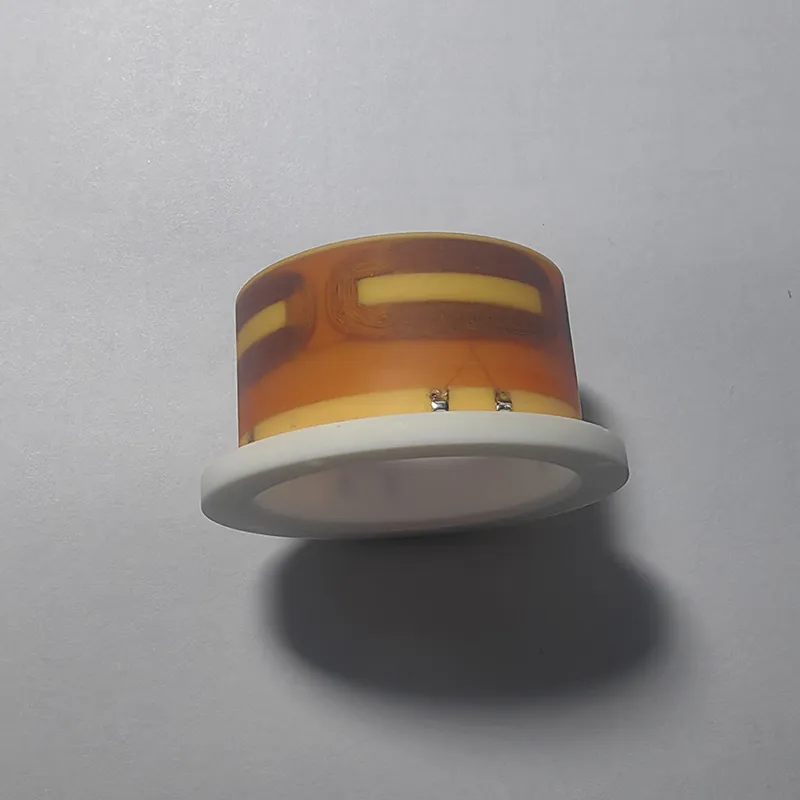
 Компоненты динамически настраиваемых гироскопов
Компоненты динамически настраиваемых гироскопов -
 Компоненты MEMS микромеханических гироскопов
Компоненты MEMS микромеханических гироскопов -
 Инерционная навигационная система INS-GQ50
Инерционная навигационная система INS-GQ50 -
 Динамически настраиваемый гироскоп модели YG307-A
Динамически настраиваемый гироскоп модели YG307-A -
 Крутильный узел инерционного гироскопа JD-02
Крутильный узел инерционного гироскопа JD-02 -
 Динамически настраиваемый гироскоп модели YG305
Динамически настраиваемый гироскоп модели YG305 -
 Статорный узел инерционного гироскопа JD-01
Статорный узел инерционного гироскопа JD-01
Связанный поиск
Связанный поиск- Электронная система стабилизации управления автомобилем
- Системы индикации пространственного положения
- Беспроводной инклинометр
- Инерциальный измерительный блок на динамически настраиваемых гироскопах
- Гирокомпас clp 3b
- Оптический гирокомпас
- Расчет поправки гирокомпаса
- Магнитный инклинометр
- Датчик наклона starline a93
- Гироскопический инклинометр игт 43



